切削油とは,従来切削加工する際に 切削個所の冷却,切削作業に流動性を付与するために使用される油で,この切削油剤としては,水中油型エマルジョン(=クーラントオイル)が主に使用されて いる.本研究で処理したクーラントオイルは,アルミニウムの切削加工の際使われたもので,切削加工によりアルミニウムやグリース等が混入している為,クー ラントオイルが本来持つ冷却,潤滑の性能が劣化していく.また,クーラントオイルは通常3~6ヵ月で微生物により腐敗し悪臭が発生するため交換が必要にな る.
本研究では,クーラントオイル中に含まれる不純物を除去し,腐敗,悪臭の原因である微生物の繁殖を抑制することで,クーラントオイルの再利用,寿命延長をする為に電解気泡浮上法を用いてアルミ微粒子,スラッジ,グリースの同時除去を行った.
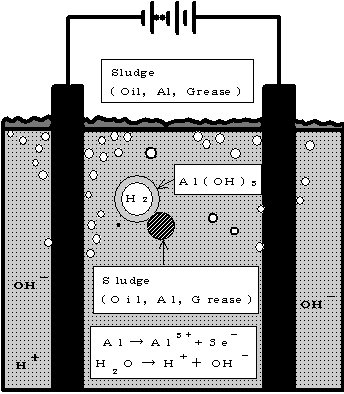
電解気泡浮上法とは,電気化学反応によって生成された凝集粒子に微細な気泡を付着させて,固体粒子の見かけ比重を小さくして浮上させることにより固液分離を行う方法である.電圧印加中のリアクター内の様子をFig. 1に示す.
Fig.1 処理中のクーラントオイルの様子
2.1 連続処理とバッチ処理
これまでの研究において処理時間短縮が課題であった.その為,高電圧を短時間印加することで処理時間短縮と除去率の維持を試みた.さらに除去方法としてこれまでの連続処理に加え,バッチ(間欠)処理についても実験を行った.以下に連続処理とバッチ処理での実験方法を記す.
1) 連続処理
連続処理装置概略図をFig.2に示す.まず,タンク内に処理対象の使用済みクーラントオイルを20 L注入し,そのうち100 mLを処理前のサンプルとして採取した.その後,出入口のポンプを用いて一定の流量で装置内にオイルを流しながら,電圧を印加して処理を行った.リアクターへの印加電圧は10 V,15 V,20 Vとした.処理後のサンプルは出口側のポンプにより排出されたクーラントオイルのから100 mL採取した.流量は4.5 L/min(リアクター内滞留時間 20 s),2.2 L/min(リアクター内滞留時間 40 s)の2種類で行った.
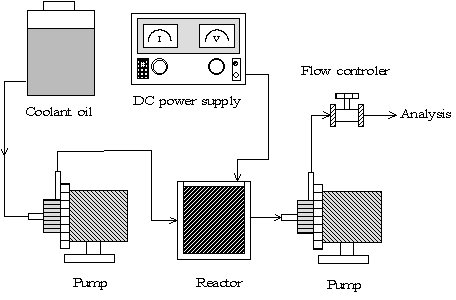
Fig.2 連続処理装置概略図
2) バッチ処理
バッチ処理装置概略図をFig.3に示す.連続処理と同様,タンク内に使用済みクーラントオイルを20 L注入し,タンクから処理前サンプル100 mLを採取した.その後,ポンプで1.452 Lのオイルをリアクターに送ってポンプを止め,電圧を印加した.リアクターへの印加電圧は10 V,15 V,20 Vとし,電圧印加時間は連続処理と比較するため,20 s,40 sに設定した.処理後サンプルはリアクター中心部からスポイトで100 mLを採取した.
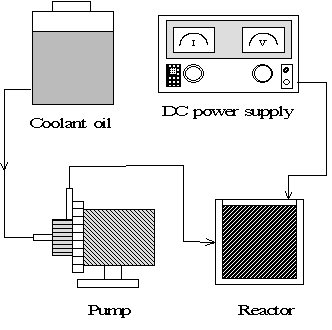
Fig.3 バッチ処理装置概略図
除去率は採取したサンプルの内10 mLをろ紙でろ過し,ろ紙を十分に乾燥させた後,質量を測定して処理前後での質量増分より求めた.
3.1 連続処理
連続処理における印加電圧と除去率の関係をFig.4に示す.除去率は印加電圧が大きいく,印加時間が長い方が除去率は良い.最高除去率は印加時間40 sec,電圧20 Vの時39.3 % であった.後に示すバッチ処理の除去率に比べ約40 % 近くも効率が悪いが,原因としては流れのある連続処理においては,気泡によって浮上している不純物が液面に到達する前に流れによって押し流されてしまうためであると考えられる.
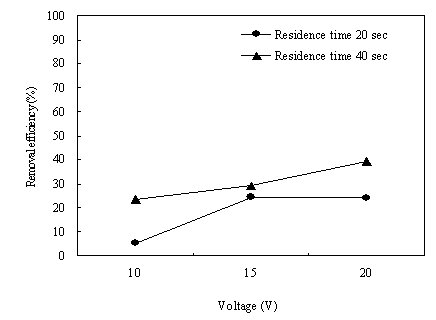
Fig.4 連続処理における印加電圧と除去率の関係を
3.2 バッチ処理
バッチ処理における印加電圧と除去率を Fig.1-5に示す.除去率は連続処理と同様,印加電圧が大きいく,印加時間が長い方が除去率は良い.連続処理に比べ除去率が高くなっているが,クーラ ントオイルを溜めた状態で電圧を印加したためリアクター内に大きな流れがなく,安定した状態で処理が進められ不純物が気泡と共に上昇しやすくなった為だと 思われる.最高除去率は印加時間40 sec,電圧20 Vの時75 %であった.
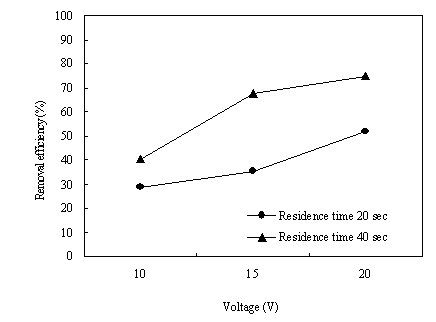
Fig.5バッチ処理における印加電圧と除去率
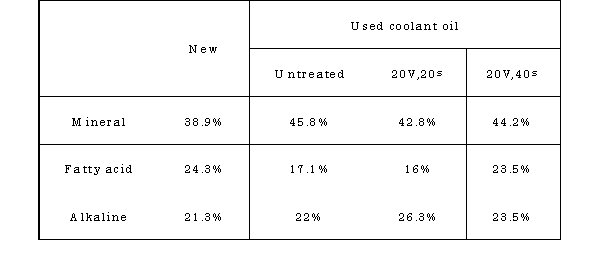
3.3 成分検査
除去率の高かったバッチ法の印加電圧20 Vで処理したクーラントオイルを薄膜クロマトグラフ(TLC)を用いて成分検査を行った.その結果をTable 1に示す.表から鉱油分,アルカリ成分ともに著しい成分変化もなく,許容範囲であるといえる.また,若干脂肪酸分が減少しているが,クーラントオイルの性能を保つに十分な値であった.
Table 1 成分検査結果
除去 率のグラフから,クーラントオイルの不純物のうち連続処理によって約40 %,バッチ処理によって75 %を除去できることが分かった.連続処理の場合の除去率が低くなったのは,リアクター内の流れによるものと考えられ,今後リアクターの構造の改善により除 去率も向上すると思われる.また,成分検査においても性能劣化につながるような成分損失もなく,特に微生物の繁殖を抑えるアルカリ分が維持できていること から悪臭対策としても有効な処理方法であることが分かった.